 English
English





Proces pocinčavanja
Vruće pocinčavanje je tehnologija antikorozivne zaštite u kojoj se čelik ili lijevano željezo zaštićuje od korozije pomoću cinkove prevlake. Na taj način dobivamo proizvod koji ima karakteristike čelika, a korozijsku otpornost cinka.
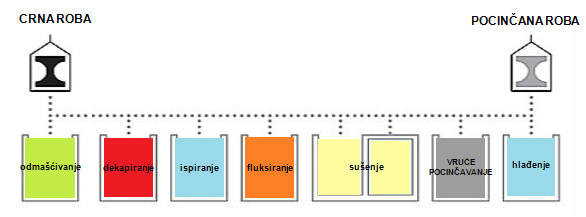 Slika 1. Tehnološki postupci u procesu vrućeg pocinčavanja.
Slika 1. Tehnološki postupci u procesu vrućeg pocinčavanja.
Tehnologija vrućeg pocinčavanja se sastoji od dvije glavne faze:
- kemijske pripreme materijala
- procesa pocinčavanja.
Površina za pocinčavanje materijala se priprema prema sljedećim tehnološkim operacijama:
- Odmašćivanje – u vodenoj otopini specifičnih biorazgradivih tenzida pri temperaturi od 40 0C i blago povišenoj vrijednosti pH. Vrijeme potrebno za odmašćivanje materijala je 10-20 minuta.
- Dekapiranje – u 4-16% otopini kloridne kiseline na sobnoj temperaturi. Proces dekapiranja traje 20-60 minuta ovisno o jakosti same kiseline i količini rđe na materijalu.
- Ispiranje – u vodi pri sobnoj temperaturi se vrši potpunim uranjanjem i izranjanjem materijala.
- Fluksiranje – u vodenoj otopini cinkova i amonijeva klorida pri temperaturi od 40 0C. Vrši se uronom i izronom materijala u otopinu fluksa.
Tako pripremljena površina materijala se suši 15-20 minuta u sušari pri temperaturi od 65 0C i pocinčava laganim uronom u talini cinka i izronom pri temperaturi od 450 0C. Pri ovoj temperaturi nastaje optimalni intermetalni sloj antikorozivne zaštite gdje udio cinka raste gledajući od središta materijala prema površini, da bi na samoj površini dosegao 100%.
Gotovi proizvod se hladi i na njemu se vrši završna kontrola, dodatna obrada te vizualni pregled i mjerenje debljine cinkove prevlake.
Vruće pocinčavanje izvodi se sukladno normama HRN EN ISO 1461 i HRN EN ISO 14713-2, u skladu s istim standardima vrši se i kontrola kvalitete.